

EU-14超声仪
EU-23高频500MHZ超声仪
DDA技术参数
C-CHECK技术参数
L-CHECK技术参数
E-CHECK技术参数
EU-14超声仪

| 电压 | 25~200V |
| 脉冲宽度 | 20ns~500ns |
| 阻抗 | 50Ω-660 Ω,步进为8 Ω |
| 脉冲重复频率 | 1Hz~20kHz |
| 增益 | -12~70dB |
| 带宽 | 0.5MHz~35MHz |
| 数字化频率 | 最大100MHz |
| 通道数 | 2/4/2008 |
| 视图 | A扫、B扫、C扫、D扫 |
EU-23高频500MHZ超声仪

| 参数名称 | 数值 |
| 增益 | -22~50dB |
| 带宽 | 5~500Mhz |
| 高通滤波器 | 5、30Mhz |
| 低通滤波器 | 300Mhz、150Mhz |
| 采样率 | 2,000Mhz |
| 相位 | 0° |
| 输入阻抗 | 50 Ohms |
| 输出阻抗 | 50 Ohms |
DDA技术参数
| 参数名称 | 数值 |
| 采集窗口 | 25.4 X 25.4 |
| 像素分辨率 | 40 ~ 200 um可选 |
| 采集帧数 | 35 FPS |
| 工作电压范围 | 100 ~ 16MeV可选 |
| 图像分辨率 | 12 ~ 16 Bit可选 |
| 外触发器 | 15V |
C-CHECK技术参数

| 参数名称 | 数值 |
| 图像分辨率 | 648 x 488 |
| 清晰度 | 600 TV lines |
| 最低亮度/灵敏度 | 0.5 Lux |
| FOV | 90 deg |
| PAN | +/- 20 deg |
| TILE | +/-80 deg |
| 外形直径 | 40 mm |
L-CHECK技术参数

| 参数名称 | 数值 |
| 激光束直径 | 50 us |
| 测量范围 | 10~120毫米 |
| 测量精度 | +/- 50 us |
| 激光源等级 | 2R |
| 检测激光波长 | 660 nm |
| 温度范围 | 5~45 deg C |
E-CHECK技术参数
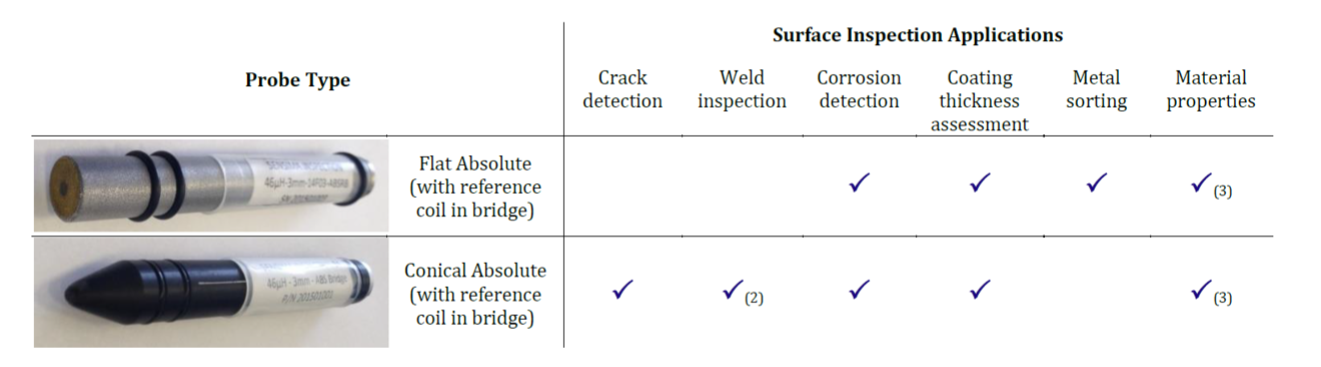
电导率,热处理状态,和表面缺陷检测




支持手控器操作
ACIS-01系统中配置有RC-06手动控制器,该手控器上配置有急停按钮、控制开关(ON/OFF按钮),该手控器可以手动遥控控制各轴的快速和慢速的前进、后退。

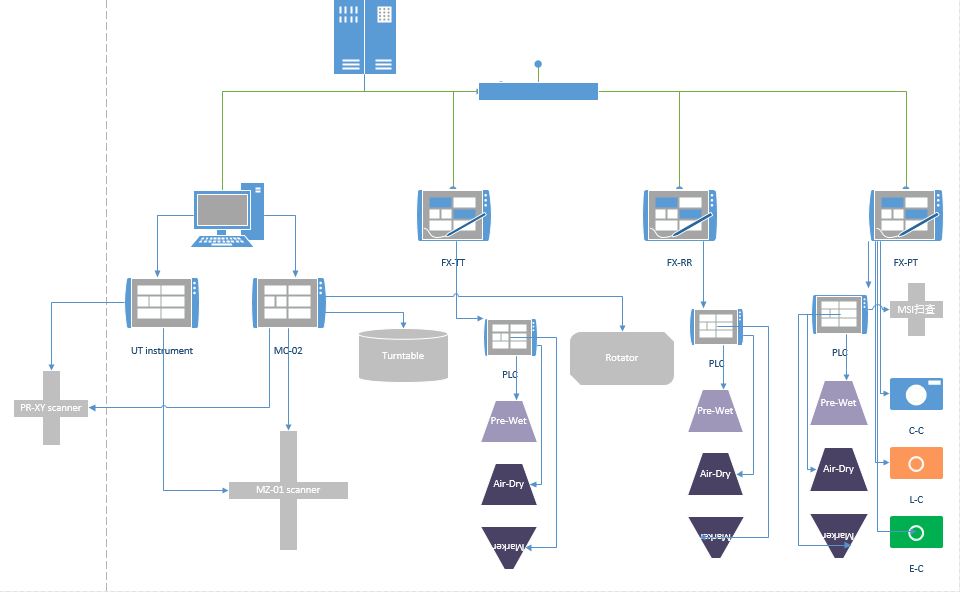
Z模块和A/B模块
仪器安装在Z轴上,离Z轴安装的探头尽可能地近,以减少信号损失及噪声干扰;全数字超声波仪器,可以在工控机上全遥控设置超声及检测的所有参数。

控制面板
- 特殊定制的DR系列驱动器,保证了仪器增益达到最大时,噪声信号不超过满屏信号的20%
- 标准机箱结构的控制器及驱动器设计,保证了维修及更换的方便
- 多重防屏蔽设计及符合EMC设计要求的设计, 给超声检测提供了更高的信噪比保证